发表于 2014-8-27 16:39:50
发表于 2014-8-27 16:39:50

感谢您的支持,我会继续努力的!

扫码打赏,你说多少就多少


打开支付宝扫一扫,即可进行扫码打赏哦
|
6337| 36
|
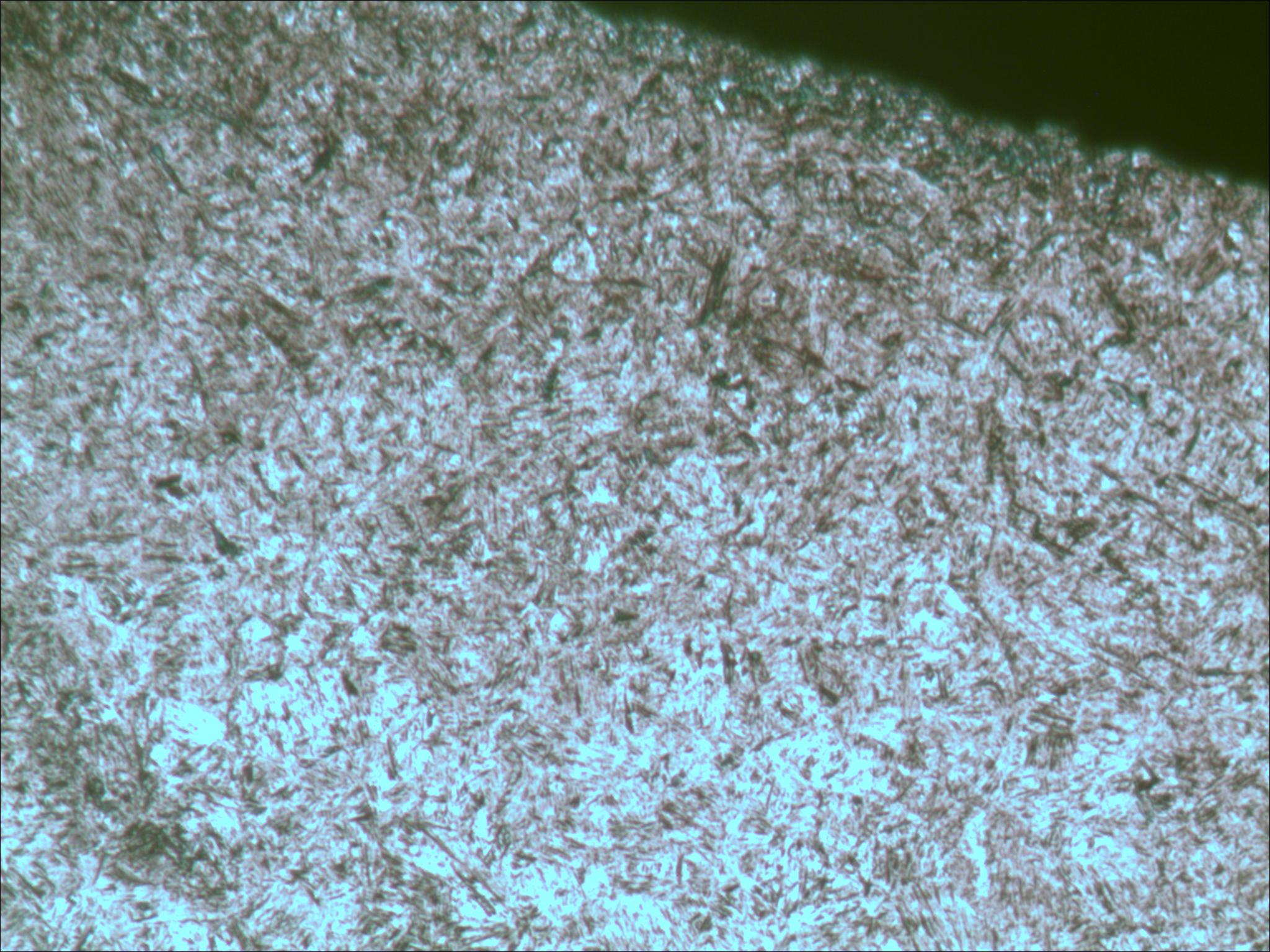
组织为什么这么粗大?? |
感谢您的支持,我会继续努力的! 扫码打赏,你说多少就多少
打开支付宝扫一扫,即可进行扫码打赏哦 | ||
|
偶哈哈
|
||
| ||
|
平安是幸,知足是福,清心是禄,寡欲是寿。
|
||
| ||
| ||
|
平安是幸,知足是福,清心是禄,寡欲是寿。
|
||
| ||
|
能付出爱心就是福,能消除烦恼就是慧。
|
||
| ||
|
偶哈哈
|
||
| ||
|
偶哈哈
|
||
| ||
|
偶哈哈
|
||
| ||
|
热处理之家,我爱我家
|
||
| ||
|
偶哈哈
|
||
| ||
|
热处理之家,我爱我家
|
||
| ||
|
热处理之家,我爱我家
|
||
| ||
|
平安是幸,知足是福,清心是禄,寡欲是寿。
|
||
| ||
|
办法总比问题多,老老实实作人,踏踏实实做事。
|
||
| ||
| ||
|
偶哈哈
|
||
| ||
|
偶哈哈
|
||
| ||
|
偶哈哈
|
||
| ||
|
偶哈哈
|
||
| ||
|
平安是幸,知足是福,清心是禄,寡欲是寿。
|
||
| ||
|
偶哈哈
|
||
| ||
|
偶哈哈
|
||
| ||
|
平安是幸,知足是福,清心是禄,寡欲是寿。
|
||
| ||
|
能付出爱心就是福,能消除烦恼就是慧。
|
||
| ||
|
偶哈哈
|
||
| ||
|
平安是幸,知足是福,清心是禄,寡欲是寿。
|
||
| ||
|
平安是幸,知足是福,清心是禄,寡欲是寿。
|
||
| ||
|
偶哈哈
|
||
| ||
|
偶哈哈
|
||
| ||
|
平安是幸,知足是福,清心是禄,寡欲是寿。
|
||
| ||
|
偶哈哈
|
||
| ||
|
平安是幸,知足是福,清心是禄,寡欲是寿。
|
||
| ||
|
平安是幸,知足是福,清心是禄,寡欲是寿。
|
||
| ||
|
平安是幸,知足是福,清心是禄,寡欲是寿。
|
||
| ||
|
平安是幸,知足是福,清心是禄,寡欲是寿。
|
||
| ||
|
平安是幸,知足是福,清心是禄,寡欲是寿。
|
||
| ||
|
偶哈哈
|
||
 |Archiver|手机版|小黑屋|热处理之家
( 湘ICP备16021836号-4 ),中华人民共和国工业和信息化部备案号:湘ICP备16021836号-1,
湘ICP备16021836号-3,
湘ICP备16021836号-4,
公安部备案号:43010302000896
|Archiver|手机版|小黑屋|热处理之家
( 湘ICP备16021836号-4 ),中华人民共和国工业和信息化部备案号:湘ICP备16021836号-1,
湘ICP备16021836号-3,
湘ICP备16021836号-4,
公安部备案号:43010302000896
GMT+8, 2024-12-26 08:36 , Processed in 0.146146 second(s), 28 queries .
Powered by Discuz! X3.5
© 2001-2024 Discuz! Team.



 发表于 2014-8-27 19:26:27
发表于 2014-8-27 19:26:27
 发表于 2014-8-28 07:31:01
发表于 2014-8-28 07:31:01